Capabilités selon l’ISO 22514

Article rédigé par Christelle Guyot & Valérie Le Couedic
Passer du constat des défauts à la maîtrise des variations
La performance industrielle s’inscrit dans une exigence de zéro défaut : produire bon du premier coup. Pourtant, toute fabrication est soumise à des variations (les 5M). L’enjeu n’est pas d’éliminer totalement cette variabilité, mais de s’assurer qu’elle demeure compatible avec les spécifications du produit. C’est précisément l’objectif des études de capabilité que de répondre à la question : mon procédé est-il suffisamment maîtrisé pour garantir, de manière prévisible, la conformité des pièces produites ?
La norme ISO 22514 apporte un cadre méthodologique structuré pour conduire ces analyses, évaluer la performance des machines et des procédés, et piloter efficacement la variabilité.
VIDEO

La performance intrinsèque de la machine
Avant d’évaluer un procédé de fabrication, il est essentiel d’analyser au préalable la performance intrinsèque de la machine. Il s’agit de déterminer si celle-ci est techniquement capable de respecter les tolérances en minimisant ses propres sources de variation.
L’étude de la performance machine est particulièrement pertinente :
- lors de la réception se sa réception,
- pour surveiller son usure dans le temps,
- pour déclencher une maintenance de manière pertinente,
- pour aider le bureau d’étude à définir des tolérances réalistes
Pour caractériser cette performance intrinsèque, l’étude doit être menée en suivant certaines conditions : un seul réglage, un seul lot matière, dans un temps court et avec un seul opérateur. Une production minimum de 50 pièces consécutives est souvent exigée (dans le secteur automobile par exemple).
Deux indices de capabilités sont calculés :
L’indice Pm permet d’évaluer si la dispersion de la machine est compatible avec la tolérance, indépendamment de son centrage.
L’indice Pmk permet d’évaluer si la machine est capable de produire des pièces à la fois suffisamment centrées sur le nominal et suffisamment peu dispersées pour respecter la tolérance, en se basant sur la limite la plus défavorable.
Pour mieux comprendre les indices Pm et Pmk, on peut comparer les performances d’une machine à des tirs sur une cible :
- La cible représente la tolérance à respecter
- Le centre de la cible correspond à la valeur nominale (la performance idéale)
- Les impacts de tir sur la cible représentent les mesures des pièces produites
Etudions les trois scénarios suivants :
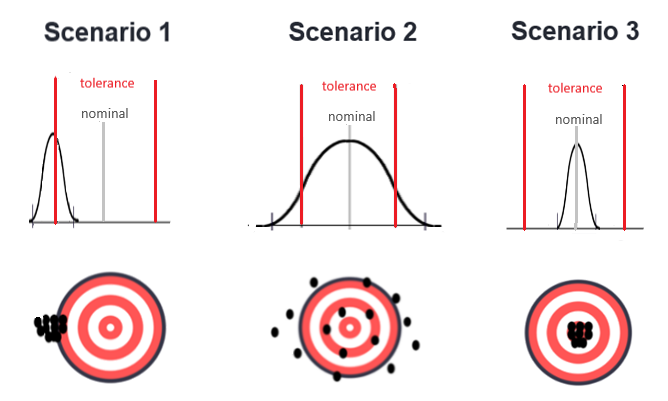
Scénario 1 : Les tirs sont peu dispersés, mais décalés du centre de la cible.
- L’indice Pm est bon : la machine est précise (faible dispersion).
- En revanche, l’indice Pmk est mauvais : le centrage est mal réglé et la machine produit des pièces hors tolérance.
Scénario 2 : Les tirs sont dispersés et plusieurs débordent de la cible, bien qu’ils soient centrés.
- L’indice Pm est mauvais : la machine manque de précision et de nombreuses pièces fabriquées sont hors tolérances.
- L’indice Pmk est également mauvais, malgré un centrage correct de la moyenne sur le nominal.
Scénario 3 : Les tirs sont peu dispersés et centrés sur la cible.
- Les deux indices Pm et Pmk sont bons : la machine est à la fois précise et bien réglée. Elle produit uniquement des pièces conformes.
Capabilité ou performance du procédé : la réalité opérationnelle
Une fois la performance de la machine acceptée, il faut analyser le processus complet, en intégrant la variabilité réelle du terrain :
- plusieurs opérateurs,
- plusieurs lots matière,
- différentes conditions environnementales.
Les indices de capabilité (Cp, Cpk) ou de performance (Pp, Ppk) du procédé permettent d’évaluer si, dans les conditions réelles de production, le procédé est capable de produire des pièces conformes aux tolérances.
Dans le meilleur des cas, la capabilité/performance du procédé est équivalente à celle de la machine. En pratique, elle est souvent inférieure en raison de sources de variations additionnelles (les 4 autres M de l’Ishikawa).
Conditions préalables à vérifier
Avant toute étude de capabilité process, deux prérequis doivent impérativement être vérifiés :
1. La stabilité statistique du procédé
Un procédé doit être stable pour que ses performances soient prévisibles dans le temps. Cette stabilité se vérifie à l’aide de cartes de contrôle (par exemple : moyenne / étendue).
Selon que la stabilité du procédé a été démontré ou pas, les indices de capabilité utilisés sont différents, en considérant un calcul de l’écart type différent.
- Dans le cas d’un process stable, on utilise les indices Cp, Cpk, avec l’écart type estimé à partir de la moyenne de l’étendue.
- Dans le cas d’un process dont la stabilité n’a pas été démontrée, on utilise les indices Pp, Ppk, avec l’écart type global (ECARTTYPE.STANDARD dans Excel).
Cependant, sans stabilité, toute conclusion sur la capabilité est fragile et potentiellement trompeuse.
2. La loi de distribution des données
Les indices de capabilité reposent sur une hypothèse de distribution des données. Il est donc nécessaire d’identifier la loi la plus représentative (normale ou non), ce qui permettra également d’estimer la proportion de production conforme aux tolérances spécifiées.
Dans le cas d’une distribution normale et centrée :
- l’intervalle ±3 sigma autour de la moyenne couvre environ 99,73 % de la production.
- plus le procédé est centré, plus le Cpk (ou Ppk) est proche du Cp (ou Pp), et au mieux le Cpk (Ppk) est égal au Cp (ou Pp).
Cependant, toutes les caractéristiques ne suivent pas une loi normale, comme par exemple les caractéristiques géométriques (circularité, planéité, …) ou les défauts de forme, dont la distribution est souvent asymétrique ou bornée.
Dans ces cas, la norme ISO 22154 recommande une approche basée sur les quantiles, permettant d’évaluer directement la proportion conforme sans hypothèse de normalité.
Interprétation des indices (cas d’un process stable et normal)
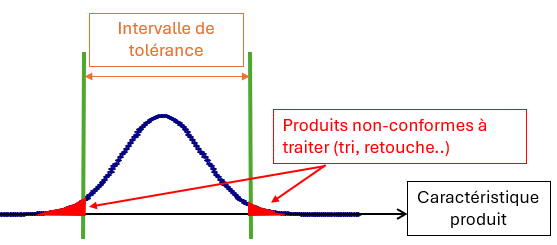
- Cp < 1
Le process n’est pas capable ; une partie de la production est hors tolérance.
Cela entraîne des coûts de tri ou de retouche avant livraison au client. Des actions correctives sont nécessaires pour réduire la variabilité.
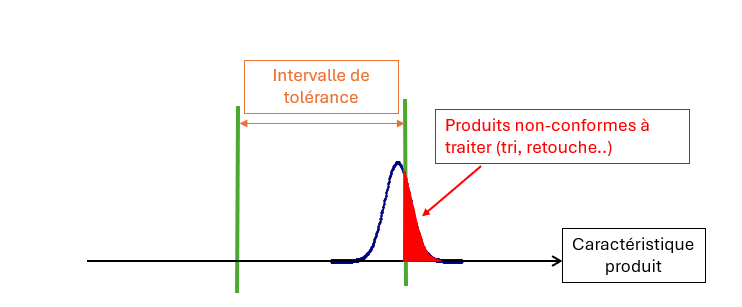
- Cp >1.33 mais Cpk <1
La dispersion du procédé est correcte, mais comme il est décentré, une partie de la production est hors tolérance. Une action de recentrage est nécessaire
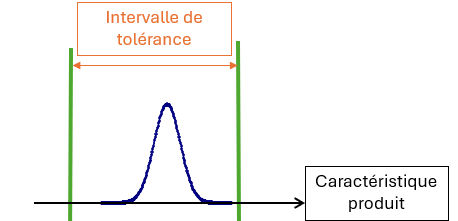
- 1,33 ≤ Cp, Cpk < 1,67
Le procédé est généralement jugé comme robuste. Cependant cela pourrait être insuffisant pour des caractéristiques critiques. En effet, dans le cas d’une distribution normale un Cpk = 1,33 correspond à 63 ppm (pièces par million) de non-conformes.
- Cp, Cpk ≥ 1,67
Dans le cas d’une distribution selon la loi normale un Cpk = 1,67 correspond à 0,6 ppm, et un Cpk = 2 à 0,002 ppm, ce qui est approprié pour des caractéristiques de sécurité.
Au-delà des calculs : un véritable outil de pilotage
Les études de capabilité ne se limitent pas à un exercice statistique. Elles constituent un levier opérationnel pour :
- Prioriser les actions d’amélioration,
- Identifier les process à risque,
- Estimer les coûts de non-qualité,
- Sécuriser les lancements industriels,
- Objectiver les échanges avec les clients.
La cartographie des capabilités à l’échelle d’un site industriel permet d’orienter efficacement les ressources sur les procédés les plus critiques.
On passe ainsi d’une logique réactive (corriger les défauts), à une logique proactive (maîtriser les variations).
Pourquoi se former ?
Les indices de capabilité et de performance sont simples en apparence, mais leur mise en œuvre rigoureuse et leur interprétation exigent une réelle maîtrise. Comprendre ces analyses c’est acquérir un levier puissant d’amélioration continue.
Notre formation #352, basée sur la norme ISO 22514, a pour objectifs de :
- Comprendre les principes statistiques fondamentaux qui sous-tendent les études de capabilité et de performance.
- Comprendre les conditions préalables nécessaires au calcul et à l’utilisation des indices de capabilité et de performance.
- Savoir mener des études de capabilité et de performance conformément aux principes de l’ISO 22514 : conditions de réalisation et calculs.
- Savoir interpréter les résultats.
- Savoir établir un rapport d’analyse.
📞 Une question ? Nos équipes sont à votre écoute et votre service pour répondre à vos besoins :
- France : +33 (0)2 51 13 13 00 – service.clients@euro-symbiose.fr
- Maroc : +212 (0)6 91 00 06 46 – service.clients@euro-symbiose.ma